

数控等离子切割机光纤激光切割机厂家排名现货直供的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:数控等离子切割机光纤激光切割机厂家排名现货直供的图文介绍


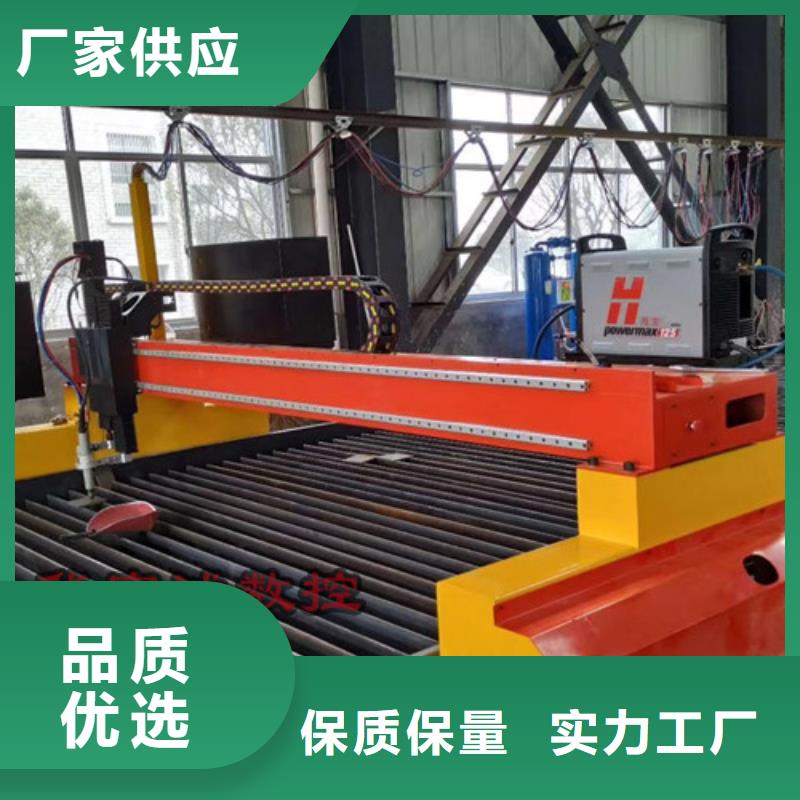
新购置的数控切割如何清洗保养
由于数控等离子切割机的生产环境是在车间里,环境相对来说是比较简陋和恶劣。所以我们要定期对数控等离子切割机进行一次保养工作。新购置的切割机也要注意日常的清洁工作,这里武汉耐霸数控就讲讲日常需要做的事项:
要想让设备运行稳定,切割时表面清晰,那么工作人员应该常常使用清洁布擦拭设备上的导轨,当然设备移动体的导轨也要擦拭到,擦拭完毕后,再在所有导轨的表面涂上一层油膜。
另外,数控等离子切割机上的导向轮和滚轮也要常常做清洁,如若长时间不清洗,设备正常工作运转时,会产生一定量的氧化铁锈和夹带着一些粉尘,这些赃物会粘附于表面,所造成的后果就是,部件会磨损的更快,机器也会运行不稳定,以至于切割的工件表面质量不理想。
要让数控等离子切割机保持正常运行,就要保持齿条和齿轮的 啮合,所以要定期对设备的纵向、横向输出齿轮和齿条做清洁工作,保证其干净度。这里给大家一点建议,可以定期使用润滑齿轨,每周用压缩空气喷洗纵、横向齿条面。注意,每次清理后需要擦干净,再用润滑油抹一遍,防止与氧气反应,产生锈渣。



南通华宇诚数控科技有限公司将在实践中不断的深化学习、总结、借鉴同行 1500w光纤激光切割机的先进技术经验,完善自身发展,制造更加完善的 1500w光纤激光切割机产品,以满足新老客户的需求使用。



数控等离子切割机的型号有哪些?如何选择?数控等离子切割机的型号有哪些?一般而言不同的数控等离子切割机的型号都是厂家决定的,所以你需要根据自己选择的厂家,来看看到底有什么型号的切割机,当然,像是数控系统这样的东西一般都是相同的,例如上海交大的数控系统,型号的话,可以在“信尔切割机产品大全”里面查找适合自己的切割机型号。那么,如何选择合适的数控等离子切割机型号呢?数控等离子切割机的型号有哪些?人们都有一个普遍的概念,利用数控设备可以获得高精度、效率高。在同类设备中,进口设备和档次高布置的设备精度更高,生产效率更高。但是,数控火焰和等离子切割机却完全不这样做。在数控火焰切割和等离子切割中,断续宽度受到断续等诸多因素的影响,所以无论设备本身的精度有多高,被它切割的零件精度,误差一般在±0.5mm左右,而且误差比设备本身高出几个数量级。即便是斥巨资进口的数控等离子切割机,也不过几百万元。这是由火焰或等离子切割方式决定的,不可避免地无法达到其他数控设备如数控车床的高加工精度。换句话说,不管是6级还是8级,这个装备本身的精度都不是那么重要。从生产效率的角度看,切割速度的快慢完全取决于板材厚度、零件数量、氧气纯度和气体质量等因素,以火焰切割为例,设备的行走速度需要满足和适应切割技术的要求。换句话说,切割效率与设备本身没有直接关系。当然,数控等离子切割机表现出了相当高的精度和效率,但这并不是大众所具有的提高机床加工精度和效率的概念,而是与人工切割相比。从以上分析可以看出,各厂家生产的数控等离子切割机在切割精度和生产效率上没有明显差异。即使是小到万元的小型数控,与进口的昂贵大型数控相比,加工零件的精度、粗糙度和生产效率也没有明显的差别。因此,由于机械加工技术的这种局限性,对于原本只能做粗加工的设备和加工中枢等精加工设备,一味追求所谓的档次高布局,提高加工精度和效率是不科学的。比较贵的装备不是制造装备,而是那个装备是档次高装备。衡量一台设备是否档次高,评价的依据不是所使用的设备是否昂贵,而是设备的可靠性和使用效果(其加工产品的精度、粗糙度和生产效率)。对于这样的设备,在满足各道工序的切割要求后,系统追求的要点是:要有一定的技术含量。数控下料的切割环境较差,粉尘较大,温度变化较大,设备运行过程中存在振动,因此系统的可靠性非常重要。硬件和软件的性能可以很好地满足切割的各种工艺要求。方便的图形输入,良好的操作性能,符合中国国情,使现场操作人员的操作和维护更加方便。它具有很好的可操作性。例如,焊枪有各种必要的移动定位和控制关键操作。数控等离子切割机本身就是粗加工,客户在选择的时候,一定要保证对产品的精度没有很高的要求。线切割电火花加工的精度比较高,但切割速度比较慢。有些客户不一定会想到切割机和电源的问题。 切割机保证了切割精度,但电源保证了切割厚度、坡度、毛刺和塞子等问题。因此,在进行选择的时候,你需要注意的是,准确率是不是够高?通常情况下,钢材的比较大切削长度和宽度。这样你就可以选择你需要的产品。



数控等离子切割机切割电流
数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。
1.切割电流加大,电弧力量增加,切割能力提高,切割速度是随之加大;
2.切割电流加大,电弧直径增加,电弧变粗使得切口变宽;
3.切割电流过大使得喷嘴热负荷加大,喷嘴过早地损坏,切割质量自然也下降,甚至无法进行正常割。
在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!锐特科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。
